

Introduction
농업용 비료 생산의 주 원료인 인광석에 대한 전 세계적 수요는 현재 연간 1억 9,000만 톤 또는 P2O5 기준으로 4,300만 톤이다. 2030년에는 인광석 원료 수요가 2억 톤으로 증가하고, 2050년에는 인광석 원료 수요가 2억 2,000만 톤, 또는 P2O5 기준 7,000만 톤에 이를 것으로 전망된다 (Angelov and Levin et al., 2003).
우즈베키스탄은 “현지 원자재의 심층 가공을 기반으로 고부가 가치 완제품 생산을 포함한 첨단 가공 산업의 개발 가속화”를 2017 - 2021년 산업 전략 방향으로 선정하였다 (SAFPD, 2017). 따라서 인광석 원료로부터 불소와 기타 첨가제 제거 공정은 고품질 인산 암모늄 제품 생산에 매우 중요한 기술적 목표가 되었다. 따라서 본 고에서는 불소와 황산염 불순물을 동시에 제거하여 새로운 유형의 고품질 인산 비료 생산 연구결과를 소개하고자 한다.
인광석 원료에서 불소를 회수하여, 재사용하면 자연스럽게 불소 화합물 생산 증가와 자연 환경으로 방출된 불소로 인한 생물계 피해 예방 측면에서 큰 효과를 기대할 수 있다 (Lee et al., 2024). 인광석 원료에 포함된 불소의 일부는 추출 과정에서 불산 가스 (HF)로 회수되고 나머지는 증발, 과립화 및 건조 과정을 통해 회수한다. 과거 연구 결과에 따르면 이런 방식의 공정을 이용함으로써 인광석으로부터 불소를 정제한 인산 비료를 생산할 수 있었다 (Shamshidinov, 2014; Mamurov et al., 2019; Gafurov and Shamshidinov, 2010).
많은 식물들은 성장과정에서 대기나 토양으로부터 다량의 불소를 흡수하게 된다. 예를 들어 차 1 kg에는 57 - 1,370 mg의 불소가, 목화 씨앗 1 kg에는 4,500 mg의 불소가 함유되어 있다 (DECFP, 1983; NRSEUNR, 2008). 자연에 존재하는 불소가 목화 씨앗에 축적되고, 축적된 불소는 대부분 목화 씨앗 기름을 통하여 인간 체내에 축적된다. 토양에 포함된 불소 함량의 증가는 자연을 황폐하게 만들고 또한 불소가 함유된 광물 비료도 자연 환경을 오염시키게 된다 (Alimov et al., 2010). 질소 인산 칼륨 비료에 함유된 불소 양이 많을수록 식물이 흡수하는 불소의 양 또한 증가하게 된다. 목화 재배가 주요 산업인 우즈베키스탄은 토양의 불소 오염은 국가적으로 반드시 해결하여야 할 과제다 (Khodjamkulov et. al, 2020).
토양에 포함된 불소의 주 공급원은 인산 비료이다. 예를 들어, 인광석 (apatite, Ca5(PO4)3F)과 인산 염 (phosphate, PO43-)에는 각각 평균 3.0%와 2.7%의 불소가 포함되어 있다. 우즈베키스탄 중앙 키질쿰 (Kyzyl Kum) 지역에서 생산된 인광석 기반의 Extracted Phosphoric Acid (EPA, 추출 인산)에는 약 1.2%의 불소가 함유되어 있다. 기존의 알칼리 금속을 이용해 산에서 규불화물 (silicofluorides) 형태로 불소를 침전시키는 방법은 큰 효과를 거두지 못했다. EPA에는 산에 용해되는 규소 화합물이 거의 포함되어 있지 않기 때문이다 (Khuzhamkulov et al., 2016).
Kochetkov는 나트륨 및 칼륨 황산염, 염화물, 인산염, 탄산염 및 수산화물을 사용하여 EPA내에 포함된 불소를 불용성 알칼리 금속 실리콘 플루오르 이드 형태의 침전물로 불소를 회수한 연구 결과를 발표하였다 (Kochetkov et al., 2007). 이 방법은 EPA내의 실리카와 앞서 언급된 염들 간의 화학 반응으로 최대 90% 수준의 불소를 회수할 수 있었다.
우즈베키스탄 중앙 키질쿰 지역 인광석에서 추출한 EPA를 알칼리 금속 염으로 정제하는 과정은 기존 문헌에서도 충분히 다루어지고 있다. EPA에서 먼저 황산염을 정제한 후, 순차적 불소 제거방법이 언급되었다 (Userbaeva et al., 2010). 황산 나트륨, 인산 이수소염, 메타 규산염을 사용한 EPA의 불소 제거 과정에 대한 많은 연구가 진행되었다. 나트륨 황산염, 인산 이수소염 (dihydrophosphate), 메타 규산염 (sodium metasilicate) 등을 사용하면 불소 제거율을 39%에서 83%까지 증가시킬 수 있음이 입증되었고, 이를 기반으로 EPA내의 불소 탈착 (desorption) 기술을 개발할 수 있었다 (Khuzhamkulov et al., 2008a, 2008b, 2008c).
우즈베키스탄 중앙 키질쿰 지역의 세척 정제되지 않은 상태의 인광석 원료와 탄산칼슘 및 산화 칼슘 그리고 Monocalcium phosphoric (MCP, 일칼슘 인산, Ca(H2PO4)2)등을 이용하여 불소를 제거한 EPA로부터 순차적으로 황산염 제거 과정을 다룬 많은 연구 논문들이 있었다 (Mirmusaeva et al., 2011; Arifdjanova et al., 2016). 불소 화합물과 황산염을 순차적으로 정제한 EPA를 활용하여 유용한 침전물을 얻는 방법에 대한 특허도 등록되었다 (Mirzakulov et al, 2015). 인광석에서 EPA를 생산할 때, 추출 인산 석고 슬러리로부터 불소와 황산염을 동시에 제거할 수 있는 방법은 아직까지 소개된 바 없었다. 본 연구에서는 기존 연구 결과와 다르게 세척 소성한 인산 농축물 (washed and calcined phosphoric concentrate, WCPC)에 산화 칼슘 또는 일칼슘 인산을 사용함으로써 불소와 황산염을 동시에 제거할 수 있었다.
EPA에서 불소와 황산염을 동시에 정제하는 것은 여러가지 중요한 이점을 제공한다. 첫째, 불소가 제거된 환경 친화적인 제품을 제조할 수 있고, 둘째, 제품에 유용한 성분 (P2O5 등)의 함량을 증가시키고, 셋째, 낮은 등급의 원료도 일정 수준에서 원료로 활용 가능하며, 넷째, 경제적 가치가 있는 원료인 불소를 공정내에서 분리하여 활용할 수 있다. 따라서 EPA로부터 불소와 황산염을 동시에 제거하는 본 연구 결과를 고품질 인산 암모늄 생산에 매우 유용한 기술로 활용할 수 있게 되었다.
Materials and Methods
본 연구에서는 실험 데이터 분석을 위하여 화학적 또는 물리화학적 방법을 사용하였으며, 인산 용액내의 농도 분석을 위한 데이터 처리는 시험 결과의 신뢰성과 정확도를 확보하기 위하여 시편 당 3종의 시료를 채취하여 반복 평가를 하였고, 산술 평균을 시료의 대표 값으로 표현하였으며, 반복 회수를 고려한 시험 데이터의 오차 수준을 확인하기 위하여 주 성분에 대한 변동 계수 (coefficient of variation, CV)를 구하여 Table 1과 2에 표현하였다. 변동계수 CV는 Eq. 1과 같이 정의된다.
여기서, n은 분석에 사용된 시료의 총 반복횟수로, 본 고에서는 3회 반복 시험을 진행하였다. 와 는 화학 조성물의 반복 시험 때, i번째 시험 값과 평균을 각각 의미한다.
물리 화학적 방법으로는 인산 용액 내의 이온 농도에 대한 정량적 측정을 위해서는 Beer-Lambert 법칙에 기반하여 정확하고 빠른 분석이 가능한 분광측정법 (spectrophotometry)을 사용하였다. 용액 내의 수소 이온 농도 (pH) 측정을 위하여 pH 미터 측정법을 사용하였다. 그리고 EPA내 침전물 분석을 위하여 전자 현미경을 이용하였다.
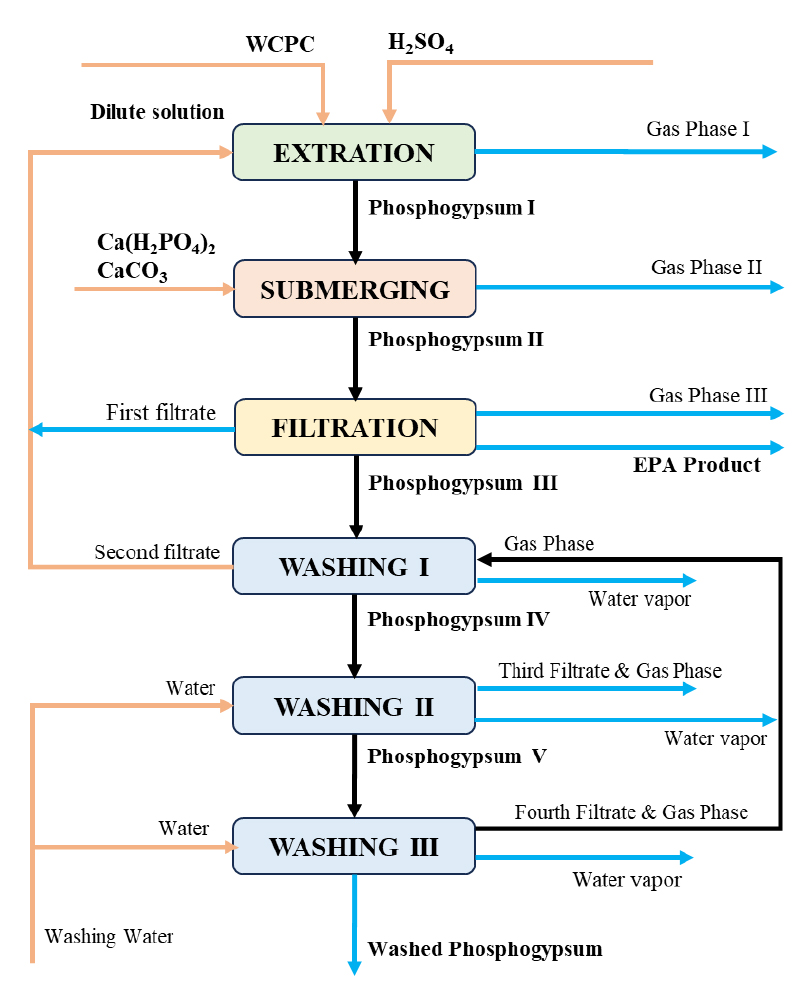
먼저 본 연구에서 진행한 인산 비료를 생산하기 위한 순수한 EPA 시험 과정을 살펴보면 다음과 같다. 첫째, 인광석을 적절한 크기로 분쇄한 후 세척 소성한 인산 농축물을 황산으로 용해하였다. 본 연구에서 진행한 인산 비료제조 핵심 연료인 EPA의 추출 과정에 대한 흐름도를 Fig. 3으로 표현하였다. 그리고 인광석을 고온에서 소성하는 주된 이유는 불순물 제거와 인산 비료의 품질 향상이며, 소성 공정을 통해 인광석에 포함된 유기물 및 기타 불순물을 제거하여 인산 비료의 순도를 높일 수 있기 때문이다. 또한, 소성 과정은 인광석의 화학적 성질을 변화시켜 비료로서의 활용도를 향상시키는데 도움이 된다. 세척 농축 인산 농축물 (WCPC)을 92.5%의 황산으로 용해시켜 인산 석고 슬러리를 추출한다. 둘째, 탄산칼슘 (CaCO3) 또는 일칼슘 인산 Ca(H2PO4)2을 첨가하여 80°C 온도에서 30분 동안 혼합 후, 불소 및 황산염을 CaSO4 및 CaF2 형태로 침전 제거한 인산을 추출하게 된다. 셋째, 추출한 인산 석고의 여과 과정을 거쳐 순수한 EPA를 생산하고 인산 석고 슬러리에서 여과한 인산 용액을 인광석의 황산 용해 과정에 재사용하게 된다. 남은 인산 석고 슬러리를 Fig.3에 표현된 것처럼 3차례에 걸친 세척 과정으로 P2O5의 회수율을 높일 수 있었다.
본 연구에서는 우즈베키스탄 인광석을 세척 소성 작업을 한 인산 농축물 (WCPC)을 사용하였고, 인광석의 화학 조성물은 중량비 기준으로 P2O5 (26.2%), CO2 (3.1%), CaO (57.7%), MgO (1.1%), R2O3 (0.8%), SO3 (2.2%), F (2.9) 그리고 용해되지 않는 잔류물 (1.6%)과 기타 물질 (4.4%) 등으로 구성되어 있었고 타 지역에서 분석된 인광석 화학 조성물 비율과 크게 다르지 않았다 (Lee et al., 2023).
인산 농축물 (WCPC)을 황산용액으로 용해한 후, 추출한 인산 슬러리에 포함된 불소 (F)와 황산염 (SO3)의 침전 과정은 산화 칼슘 (CaO)의 불화 칼슘 (CaF2) 결합기준 60 - 150%, 그리고 황산 칼슘 (CaSO4) 결합 기준 80 - 100% 비율로, 탄산칼슘과 일칼슘 인산을 사용하여 시험을 진행하였다. 황산을 이용한 인산 추출 과정은 이수염 (dihydrate) 방식으로 진행하였으며, 생성된 추출 슬러리를 여과하기 전에 그 안의 불소와 자유 황산은 탄산칼슘 또는 일칼슘 인산과 반응하여 침전되었다. 불소 (F) 및 황산염 (SO3)이 사전 제거된 비교적 깨끗한 인산 용액을 얻기 위해 암모니아 가스를 이용하여 추출 인산 용액의 pH를 3.8 - 5.5까지 조정하여 암모늄화 하였다. 인산 용액내의 수소 이온 농도(pH)를 측정하기 위하여 pH 미터 측정법을 사용하였다.
잔여 황산염과 불소는 칼슘 이온과 반응하여 CaSO4 및 CaF2 형태로 침전되며, 철 및 알루미늄 이온은 FePO4 및 AlPO4 형태로 침전된다. 생성된 침전물은 침전 분리법을 통해 용액에서 분리하였다.
Results and Discussion
우즈베키스탄에는 P2O5가 다량 함유된 인광석과 산업 재료로 사용 가능한 탄산 칼슘, 탄산 마그네슘이 다량 함유된 방해석, 석회석, 백운석 (dolomite, 주성분이 CaMg (CO3)2) 등 다양한 종류의 광물들이 풍부하게 분포되어 있다 (Dolimov et al., 1998). 황산으로 용해한 인광석에서 추출하는 고순도 인산 슬러리에 포함되어 있는 불소와 황산염 제거 과정은 탄산칼슘 또는 일칼슘 인산 원료를 사용하는 것이 매우 효과적이었음을 확인할 수 있었다. 탄산칼슘 (CaCO3) 또는 일칼슘 인산 Ca(H2PO4)2을 첨가하여, 불소 및 황산염을 CaSO4 및 CaF2 형태로 침전 제거하였으며, 이때 침전되는 화합물의 반응식은 다음과 같다. 탄산칼슘 (CaCO3)을 첨가한 반응식 Eq. 2과 Eq. 3 그리고 일칼슘 인산 (Ca(H2PO4)2을 첨가한 반응식은 Eq. 4와 Eq. 5로 표현할 수 있으며, 아래 반응식과 같이 CaF2 및 CaSO4의 침전물을 생성한다.
탄산칼슘 또는 일칼슘 인산을 이용하여 추출한 인산 용액의 화학 조성물과 불소 회수율 등의 결과를 Tables 1, 2, 3 및 Figs. 1, 2, 3에 표현하였다. Table 1에 따르면, 탄산칼슘을 첨가하지 않고 EPA를 추출할 경우, 인광석에 포함된 총 불소의 5.4%가 기체 (HF)로 이동되며, 40.5%는 인산 석고 (phosphogypsum)에 함유되고 나머지 54.1%의 불소는 EPA에 잔류하게 된다. 추출 슬러리에 탄산칼슘을 추가로 첨가하면 다음과 같은 반응이 진행되며 불소와 황산염을 제거할 수 있었다.
불화 마그네슘 (MgF2)은 불화 칼슘 (CaF2)보다 산에 잘 용해되며, 강산 특히 황 (H2SO4)과 반응하여 황산 마그네슘 (MgSO4)과 불화수소 (HF)를 발생시킨다.
상기 내용은 복잡한 화학 반응으로 진행되며, Eq. 11에 표현된 것처럼 EPA에 잘 용해되는 마그네슘 단인산염 (Mg(H2PO4)2)과 황산 마그네슘 (MgSO4)은 탄산 칼슘 (CaCO3)과 반응하여 황산칼슘 단인산염 (CaSO4 CaHPO4)으로 침전하게 된다.
뿐만 아니라 Eq. 12처럼 탄산 마그네슘 (MgCO3)도 인산 (H3PO4)과 반응하여 마그네슘 단인산염 (Mg(H2PO4)2)을 생성한다.
따라서 EPA 내부의 산화 마그네슘 (MgO) 함량이 크게 변하지 않고 0.84 - 0.86% 수준으로 유지될 수 있다는 사실을 Table 1로부터 확인할 수 있었다.
Table 1.
Effect of calcium carbonate (CaCO3) addition on EPA.
| Chemical indicator | CaCO3 that binds with free fluoride. (w%) | |||||||
| - | 60 | 80 | 100 | 120 | 140 | 150 | ||
| CaCO3 that binds with sulfuric acid. (w%) | - | 80 | 100 | 100 | 100 | 100 | 100 | |
| EPA chemical composition (w%) | ||||||||
| P2O5 (%) | Average | 21.1 | 21.0 | 20.9 | 20.8 | 21.1 | 20.8 | 20.9 |
| CV1 | 4.1 | 3.8 | 4.5 | 4.8 | 4.9 | 3.7 | 4.5 | |
| CaO (%) | Average | 0.43 | 0.41 | 0.61 | 0.98 | 1.53 | 2.24 | 2.73 |
| CV | 5.1 | 4.9 | 4.4 | 4.8 | 4.9 | 5.2 | 5.3 | |
| MgO (%) | Average | 0.86 | 0.85 | 0.85 | 0.84 | 0.86 | 0.85 | 0.85 |
| CV | 5.8 | 4.9 | 3.9 | 4.8 | 5.1 | 5.4 | 5.8 | |
| SO3 (%) | Average | 2.32 | 0.9 | 0.63 | 0.5 | 0.46 | 0.45 | 0.45 |
| CV | 3.6 | 4.5 | 4.8 | 4.8 | 4.6 | 5.8 | 5.7 | |
| R2O3 (%) | Average | 0.64 | 0.64 | 0.63 | 0.63 | 0.62 | 0.63 | 0.62 |
| CV | 5.9 | 6.3 | 6.1 | 6.4 | 4.8 | 5.8 | 6.1 | |
| F (%) | Average | 1.38 | 0.72 | 0.52 | 0.33 | 0.27 | 0.26 | 0.26 |
| CV | 4.7 | 5.1 | 4.9 | 5.1 | 5.4 | 5.4 | 4.1 | |
| Particulate matter (%) | 0.26 | 0.33 | 0.29 | 0.20 | 0.25 | 0.18 | 0.17 | |
| Fluoride conversion rate according to CaO addition. | ||||||||
| Phosphogypsum (%) | 40.5 | 68.4 | 74.1 | 82.5 | 85.7 | 86.6 | 86.8 | |
| Gaseous phase (%) | 5.4 | 5.3 | 5.1 | 4.1 | 4.2 | 4.0 | 4.1 | |
| All (%) | 45.9 | 73.7 | 79.2 | 86.6 | 89.9 | 90.6 | 90.9 | |
| Technical indicators of fluorination and sulfonation in EPA production. | ||||||||
| Decomposition coefficient (%) | 98.7 | 98.7 | 98.7 | 98.6 | 98.5 | 98.5 | 98.4 | |
| Separation coefficient (%) | 95.8 | 95.7 | 95.5 | 95.5 | 95.6 | 95.5 | 95.5 | |
| Leaching coefficient (%) | 99.2 | 99.3 | 99.3 | 99.4 | 99.4 | 99.4 | 99.3 | |
| Yield coefficient (%) | 95.0 | 95.0 | 94.8 | 94.9 | 95.0 | 94.9 | 94.8 | |
| Porridge density (g cm-3, 25°C ) | 1.3 | 1.3 | 1.26 | 1.3 | 1.3 | 1.3 | 1.3 | |
| Porridge viscosity (η) at 25°C (cP) | 3.3 | 3.5 | 3.6 | 3.6 | 3.7 | 3.7 | 3.7 | |
| Porridge filtration rate (kg m-2 s-1) | 810.1 | 809.1 | 808.2 | 807.4 | 806.9 | 806.6 | 806.5 | |
| Phosphogypsum crystal size (µm) | 100 × 24, 120 × 20, 220 × 20, 560 × 80, 400 × 80, 360 × 28, 100 × 16, 80 × 60, 60 × 20 | |||||||
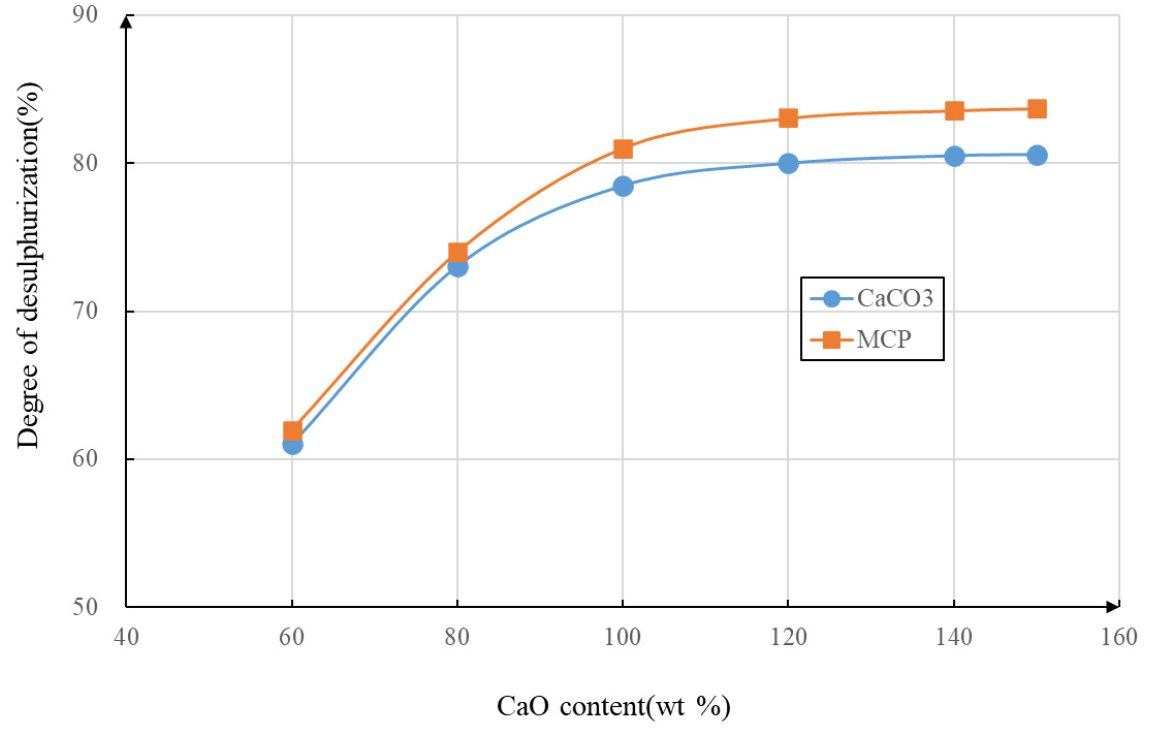
Table 1에 따르면 탄산칼슘을 첨가하여 불화 칼슘 (CaF2)이 형성될 때, 가스로 방출되는 불소의 양은 5.4%에서 4.1%로 감소하며, 이는 대부분의 불소가 공정 초기 단계에서 방출됨을 의미한다. 분해 공정에서 탄산칼슘을 100 - 150% 비율로 첨가하면 가스나 인산 석고로 이동하는 불소의 총 비율은 86.6 - 90.9%로 증가하고, 추출 인산 내 불소 함량은 0.33 - 0.26%로 감소한다. 이는 탄산칼슘을 첨가하지 않는 경우 (1.38%) 대비 100% 첨가시는 4.2배 (0.33%), 150% 첨가시는 5.3배 (0.26%)로 불소 함량이 감소하여, 불소 제거율이 높아지는 것을 확인할 수 있었다. 이 비율은 반응 조건과 불화 칼슘 (CaF2) 형성 여부에 따라 달라지며, CaCO3 형태로 투입한 비율이 100 - 120%일 경우, EPA의 불소 제거율은 75.8 - 80.4%, 황산염 제거율은 78.5 - 80.0%가 되는 것을 확인하였으며, 이 결과를 Fig. 1과 Fig. 2에 표현하였다.
Fig. 1과 Fig. 2에 따르면, 추출 슬러리에 탄산 칼슘을 증량하면 증량 초기에는 EPA내의 불소와 황산염의 제거율이 급격히 증가하는 경향을 보이다가 탄산칼슘을 120% 이상 증량해도 제거율 80% 전후 수준에서 포화 상태가 되어 산에 포함된 불소와 황산염의 감소효과는 미미한 것으로 분석되었다.
EPA 내 잔류하는 불소 (F) 함량은 총 인광석의 9.1 - 13.4%의 비율을 차지한다. 인광석 내 탄산칼슘 함량이 60%에서 100%로 증가시키면 탄산 칼슘을 전혀 첨가하지 않은 경우 대비, 불소가 인산 석고로 추가 제거되는 비율은 27.9 - 42.0%이다. 탄산칼슘 함량을 과다 (120 - 150%)하게 증가시켜도 불소의 고체 상 제거율 증가 효과는 미미 (3.2 - 4.3%) 하였다. EPA내에서 과잉 탄산칼슘은 과잉 황산과 반응하여 황산 칼슘을 형성하고, 인산과 반응하여 단칼슘인산 (monocalcium phosphate, Ca(H2PO4)2)을 형성한다.
Table 1에 따르면, 탄산칼슘 첨가 또는 증량에 따라 SO3 함량은 2.32%에서 0.46%로 감소하였으며, 산화칼슘 (CaO) 함량은 0.43%에서 2.73%로 증가하였다. 그리고 탄산칼슘과 불소 결합률이 60 - 150% 범위이거나, 과잉 황산과 중화율이 80 - 100% 범위인 경우, 분해계수, 분리계수, 용출계수 그리고 수율 계수의 변화를 살펴보았으나, 그 변화율은 98.7 - 98.4%와 95.8 - 95.5% 그리고 99.2 - 99.3%과 95.0 - 94.8%로 미미한 수준이었다. 그리고 인산석고 결정크기가 작을수록 수소 이온과 반응할 수 있는 표면적이 증가하지만 입자 크기가 너무 작으면 반응속도가 지나치게 빨라지는 문제가 있고, 200 μm 이상으로 커지면 표면 코팅현상이 발생해 곤란하다. 인산 석고의 여과 속도는 비교적 빠른 것으로 알려져 있으며, 여과를 진행한 결과, 건조 물질 기준으로 806.5 (탄산칼슘 150%) - 809.1 (탄산칼슘 60%) kg m-2·s-1 이 생성되어 탄산 칼슘의 양에 크게 영향을 받지 않는 것으로 확인되었다.
Table 2.
Technological parameters of production of fluorinated and sulphated EPA with WRPC.
| Name the indicators | MCP binding with free fluoride (%) | |||||||
| - | 60 | 80 | 100 | 120 | 140 | 150 | ||
| MCP binding with sulfuric acid. (%) | - | 80 | 100 | 100 | 100 | 100 | 100 | |
| Chemical composition of EPA, weight. % | ||||||||
| P2O5 | Average | 21.1 | 21.8 | 22.2 | 22 | 22.7 | 22.8 | 22.9 |
| CV1 | 4.1 | 4.2 | 3.9 | 5.1 | 4.3 | 4.1 | 4.5 | |
| CaO | Average | 0.43 | 1.09 | 1.22 | 1.32 | 1.62 | 2.03 | 2.25 |
| CV | 5.1 | 4.8 | 5.2 | 5.1 | 4.8 | 4.9 | 5.3 | |
| MgO | Average | 0.86 | 0.89 | 0.9 | 0.89 | 0.92 | 0.93 | 0.92 |
| CV | 5.8 | 5.3 | 5.7 | 4.6 | 4.3 | 5.1 | 5.4 | |
| SO3 | Average | 2.32 | 0.88 | 0.6 | 0.44 | 0.39 | 0.38 | 0.38 |
| CV | 3.6 | 4.8 | 4.5 | 5.1 | 5.4 | 4.2 | 4.9 | |
| R2O3 | Average | 0.64 | 0.66 | 0.67 | 0.66 | 0.68 | 0.69 | 0.69 |
| CV | 5.9 | 6.2 | 5.8 | 5.4 | 6.2 | 5.5 | 6.2 | |
| F | Average | 1.38 | 0.76 | 0.56 | 0.38 | 0.32 | 0.31 | 0.31 |
| CV | 4.7 | 4.2 | 4.1 | 5.1 | 4.9 | 4.2 | 5.4 | |
| Particulate matter (%) | Average | 0.26 | 0.36 | 0.32 | 0.26 | 0.28 | 0.29 | 0.20 |
Table 2와 Fig. 1과 Fig. 2에 우즈베키스탄 중앙 키질쿰 지역의 WCPC (세척 소성 인산 농축물)에서 추출한 EPA로부터 불소와 황산염 제거 결과를 제시하였다. Table 2에 따르면 산을 정제하는 과정에서 탄산칼슘 대신 MCP (Monocalcium phosphate, 일칼슘 인산)를 사용하면 제품의 EPA 내 P2O5 함량이 21.1%에서 22.9%로 증가한다. 또한, 황산칼슘 생성율이 100%이고 불화칼슘 생성율이 80 - 150%로 변하면, 산 내 CaO 함량은 1.22%에서 2.25%로 증가하고, 산 내 불소 함량은 1.38%에서 0.32%로 감소한다. 그리고 MgO 및 SO3 함량의 변화는 거의 없는 것으로 확인되었다.
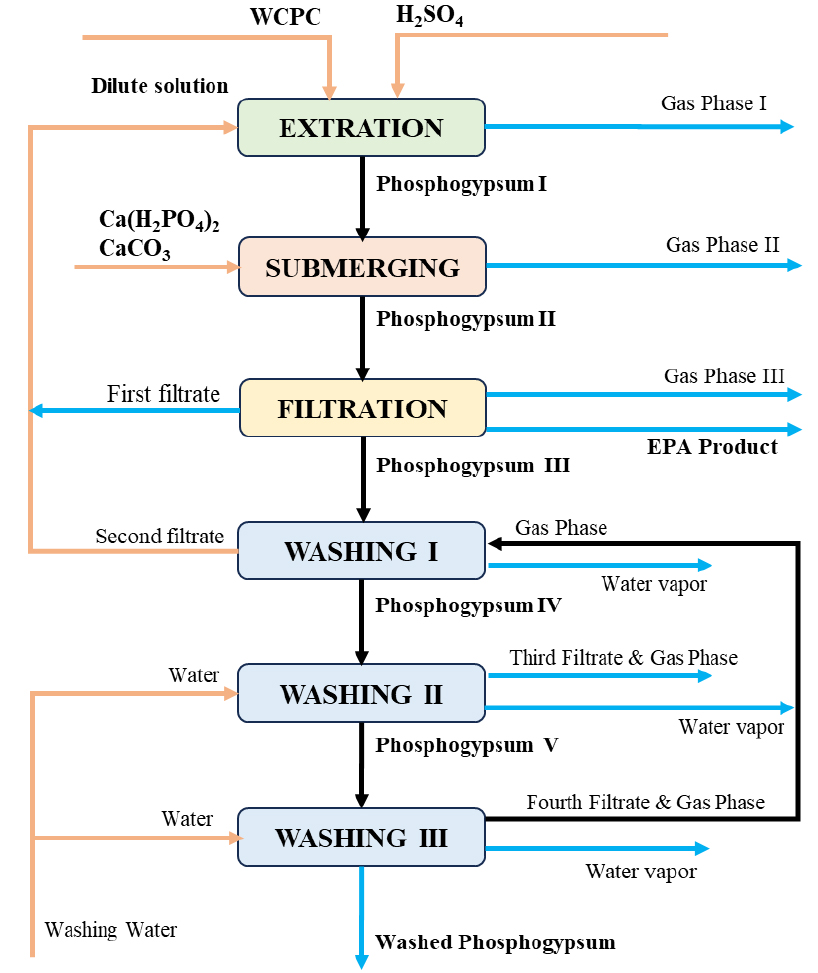
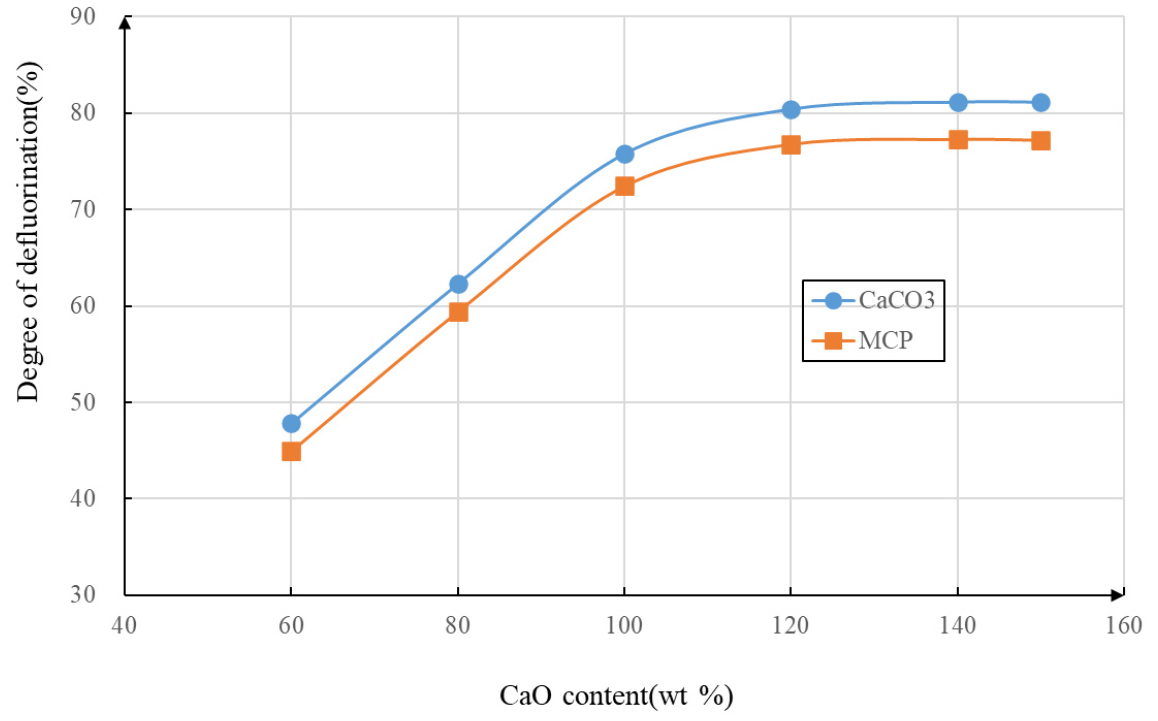
Fig. 1과 Fig. 2에 탄산칼슘과 MCP (Monocalcium phosphate, 일칼슘 인산, Ca(H2PO4)2)를 이용하여 EPA로부터 불소와 황산염을 제거한 비교 결과를 표현하였다. Fig. 1과 Fig. 2에서 볼 수 있듯이 탄산칼슘 생성율이 100 - 120% 범위를 사용하는 경우와 동량의 MCP 사용 대비 불소 제거율은 3.3 - 3.8% 높고, 황산염 제거 수준은 2.5 - 3.0% 낮은 것으로 분석되었다. 본 연구 결과를 바탕으로, 우즈베키스탄 주요 광물 산지인 키질쿰 지역의 WCPC로부터 EPA를 생산하는 과정에서 발생하는 불소 및 황산염을 정제할 수 있는 새로운 공정을 개발하였으며, 구체적인 내용은 Fig. 3에 자세하게 흐름도로 표현하였다. 이 방법으로 불소와 황산염이 제거된 EPA를 기반으로 한 고품질 농축 인산비료 생산을 할 수 있게 되었다.
불소 및 황산염을 제거한 EPA 생산 기술은 우즈베키스탄 화학회사 “Ammophos-Maksam”에서 생산된 추출 인산을 “Indorama Kokand Fertilizers and Chemicals” 회사의 파일럿 설비에서 시험을 진행하여 고품질 암모늄 인산 비료의 실험 샘플을 제조할 수 있었다. 기존 방법과 비교하여 본 연구에서는 CaCO3와 Ca(H2PO4)2를 활용하여 상이한 방법으로 불소와 황산염 불순물을 동시에 제거함으로써 인산비료 제조 과정을 단순화하였고, 기존 인산 비료에 비하여 불소 및 황산염 불순물 함유량을 크게 감소시킨 인산 비료 제품의 시장 가격 차이를 고려하면 톤당 7.3 $, 10만 톤의 비료를 생산할 경우, 730,000 $의 경제적 효과를 창출할 수 있었다.
추출 슬러리에 탄산칼슘 (CaCO3)을 첨가하여 다음과 같은 세 가지 문제점을 해결할 수 있었다. 추출된 산의 일부 불소 및 황산염 (SO42-) 제거 그리고 칼슘 이온 (Ca2+)의 농축이다. 또한 불소 (F)와 황산염 (SO42-)이 사전 제거된 비교적 순수한 산 용액을 얻기 위해, 기체 암모니아(NH3)를 사용하여 pH를 3.8 - 5.5까지 조절하여 암모늄화 한다. 이 과정에서 잔류 황산염과 불소는 칼슘 이온 (Ca2+)과 반응하여 CaSO4및 CaF2로 침전되며, 철 (Fe3+)과 알루미늄 (Al3+) 이온은 각각 FePO4및 AlPO4 형태로 침전된다. 생성된 침전물은 침전 분리 방법으로 용액에서 분리한다. 암모늄화 정도 (pH 변화 정도)가 수용성 암모늄 인산염의 화학 조성에 미치는 영향을 Table 3에 표현하였다.
Table 3.
Effects of ammonia level on the chemical composition of ammonium phosphates.
pH 값이 3.8에서 5.5로 증가함에 따라, 불소 함량은 0.11%에서 0.01%로, 황산염 함량은 0.24%에서 0.02%로 감소했고, 반면 P2O5와 질소 함량은 각각 56.9%와 11.5%에서 60.0%와 14.2%로 소량 증가하였다.
추출 과정에서 인산을 부분적으로 정제한 후, 추출한 인산을 암모늄화 (ammonization)하여 완전히 정제하면 고품질의 수용성 암모늄 인산염을 얻을 수 있었다. 결론적으로 불소의 함량은 0.11%에서 0.01%로, 황산염 함량은 0.24%에서 0.02%로 감소하는 동시에 P2O5 함량이 56.9%에서 60%로 질소 (N) 함량은 11.5%에서 14.2% 변량 된 고품질의 암모늄 인산염 제품을 생산할 수 있었다.
Conclusions
연구 결과에 따르면, 우즈베키스탄 중앙 키질쿰 지역의 인광석을 기반으로 추출한 EPA의 정제과정에서, 추출 슬러리에 탄산 칼슘 (CaCO3) 또는 일칼슘 인산 (MCP)를 첨가함으로써 불소와 황산염의 동시 제거가 가능함을 확인할 수 있었다. 탄산칼슘 및 일칼슘 인산의 적정 첨가량은 CaO 함량 기준으로 CaF2 (불화칼슘) 형성을 위해 100 - 120%, 황산칼슘 (CaSO4) 형성을 위해 100%로 한다.
이 과정에서 황산염 함량은 2.32%에서 0.38% (MCP 첨가시) - 0.45% (CaCO3 첨가시)로 감소, 불소 함량은 1.38%에서 0.26 (CaCO3 첨가시) - 0.31%% (MCP 첨가시)로 감소, 추출 과정에서 불소의 기체 형태 전환율은 5.4%에서 4.1% (탄산 칼슘 형성율 100%) - 4.2% (탄산 칼슘 형성율 120%) 로 감소하는 반면, 불소의 인산 석고 (Phosphogypsum)로의 전이율은 40.5%에서 82.5% (탄산 칼슘 형성율 100%) - 85.7% (탄산 칼슘 형성율 120%) 로 증가한다. 불소와 황산염을 정제한 후 생산된 고농도 인산 암모늄 비료 (Ammophos)에는 불소 함량이 0.8 - 1.0% 이하이고, P2O5 함량은 52.0% 이상이다. 또한 정제된 EPA를 이용하여 P2O5 함량 52.0% 이상인 10만 톤의 규모의 고농도 인산 암모늄 비료 (Ammophos)를 생산할 경우, 고농도 인산 암모늄과 기존 제품의 가격을 고려하면, 730,000$ 이상의 경제적 가치를 예상할 수 있다.
우즈베키스탄 중앙 키질쿰 (Kyzylkum) 지역의 인광석에서 인산을 추출하는 과정에서 부분 정제 및 추출 인산의 암모늄화 (ammonization)를 통한 완전 정제를 통해 고품질 수용성 암모늄 인산염 (ammonium phosphate)을 생산할 수 있었다. 이 과정에서 불소 함량은 0.11%에서 0.01%로, 황산염 함량은 0.24%에서 0.02%로 감소하며, 최종 제품은 56.9 - 60.0%의 P2O5와 14.2 - 11.5%의 질소를 함유한 고품질 수용성 암모늄 인산 비료를 생산할 수 있다. 생산된 제품은 완전한 수용성 질소인 복합 비료로 점적 관개 (drip irrigation)와 수경 재배 (hydroponics)를 통한 농산물 재배에 유용하게 활용된다.
